Lasercutter Schnittkorrektur V2
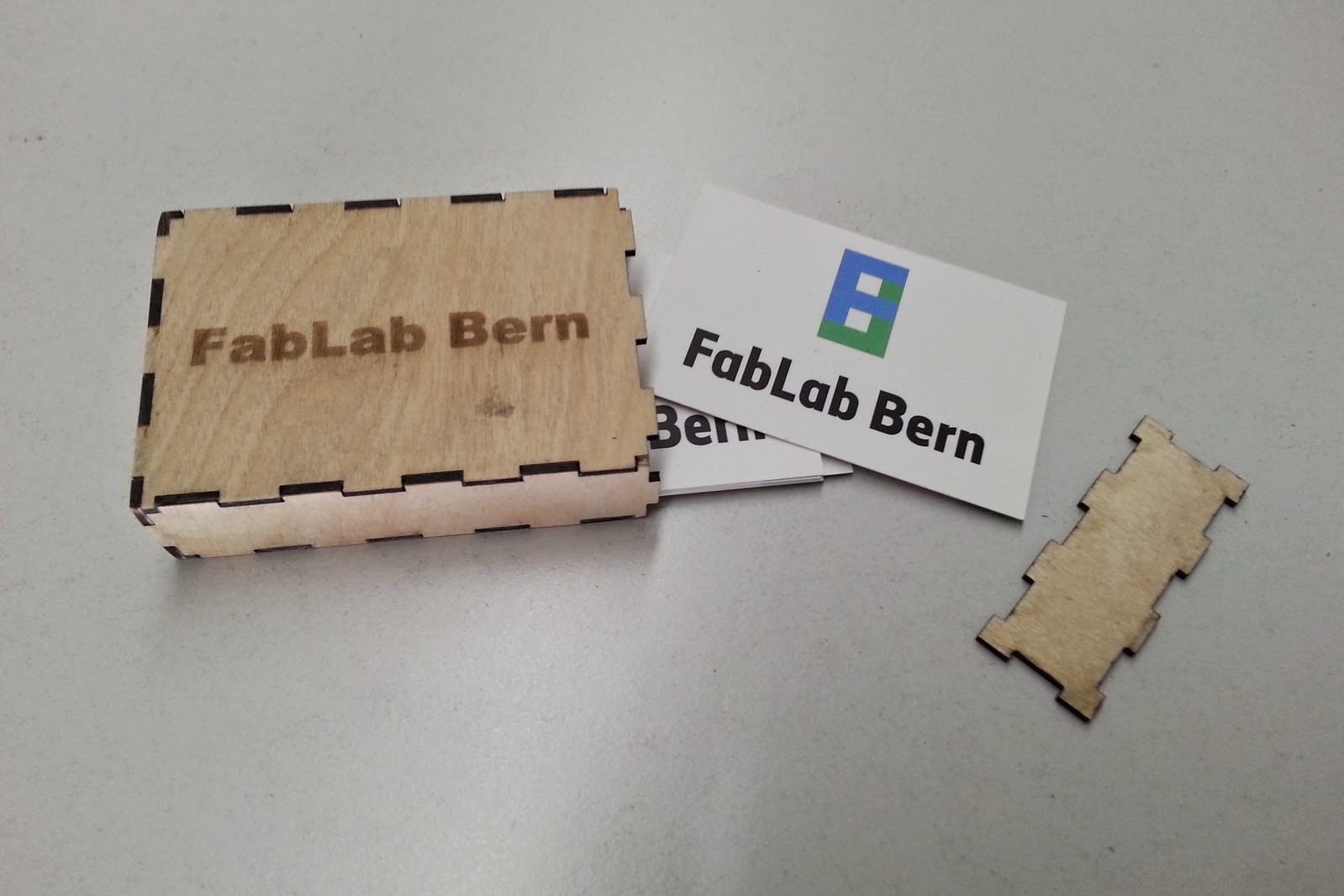
Wenn Du solche Kantenverbindungen herstellen willst, dann ersparst Du Dir beim Montieren viel Ärger, wenn die Einzelteile kein Spiel aufweisen. So braucht es nur etwas Klebstoff auf den Kontaktflächen und einen Gummihammer…
Mit dem verlinkten Script lässt sich diese Schnittkorrektur einfach bestimmen.

1. Gehe zu Kerf Compensation und klicke auf [run].
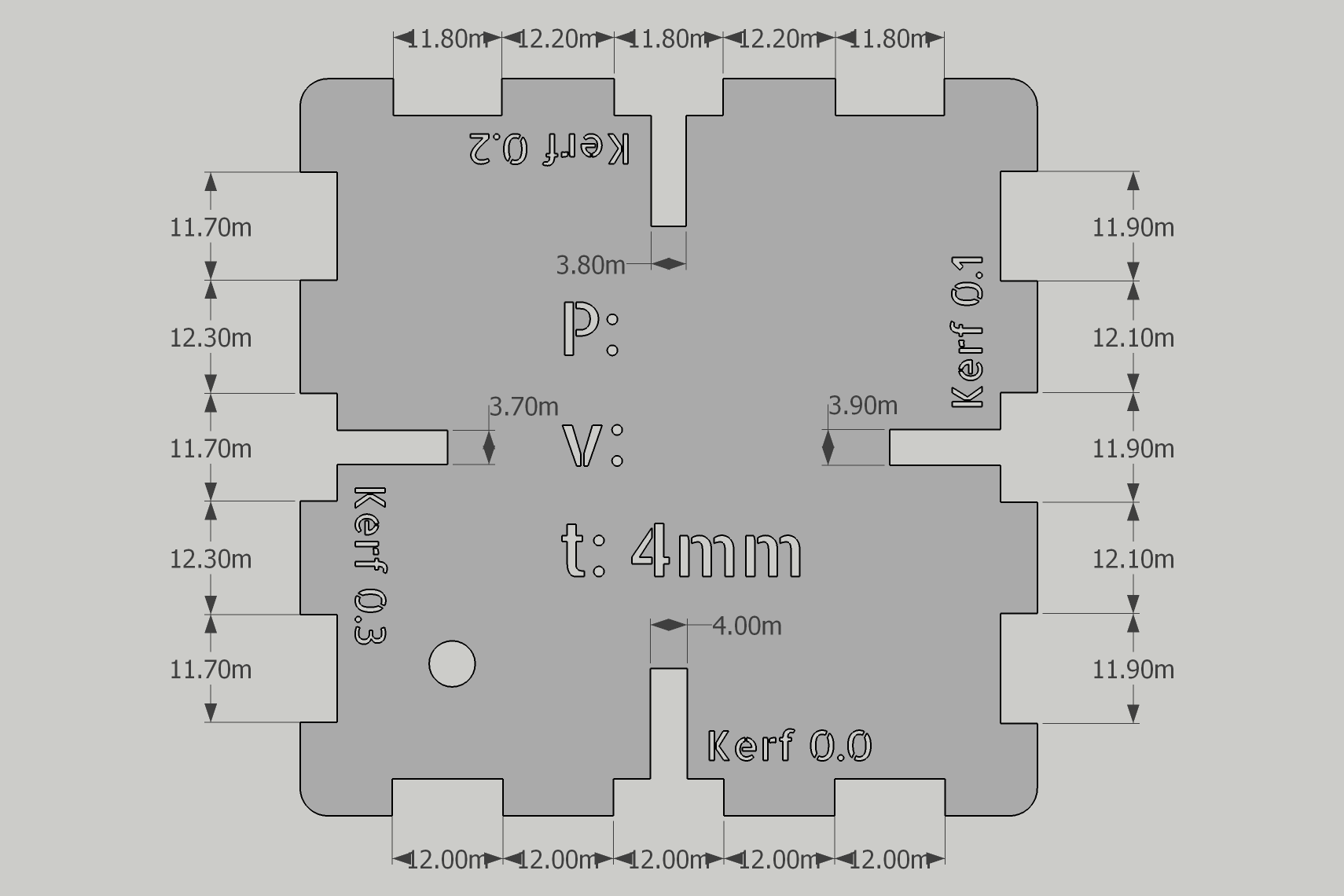
2. Bestimme die Materialdicke (Thickness) in mm. Lass den Wert von „Increment“ im Moment unverändert; ebenso die Schriftart (Font).
3. Lade die Geometrie als DXF herunter und schneide zwei Exemplare aus.
4. Füge die beiden Teile so zusammen, dass die Teile etwas klemmen.
5. Berechne den Kerf: (0.3 + 0.3)/2 = Kerf 0.3 oder (0.3 + 0.45)/2 = Kerf 0.375
6. Versetze den Umriss deiner Form entsprechend (vergrössere Aussenkonturen und verkleinere Innenkonturen).
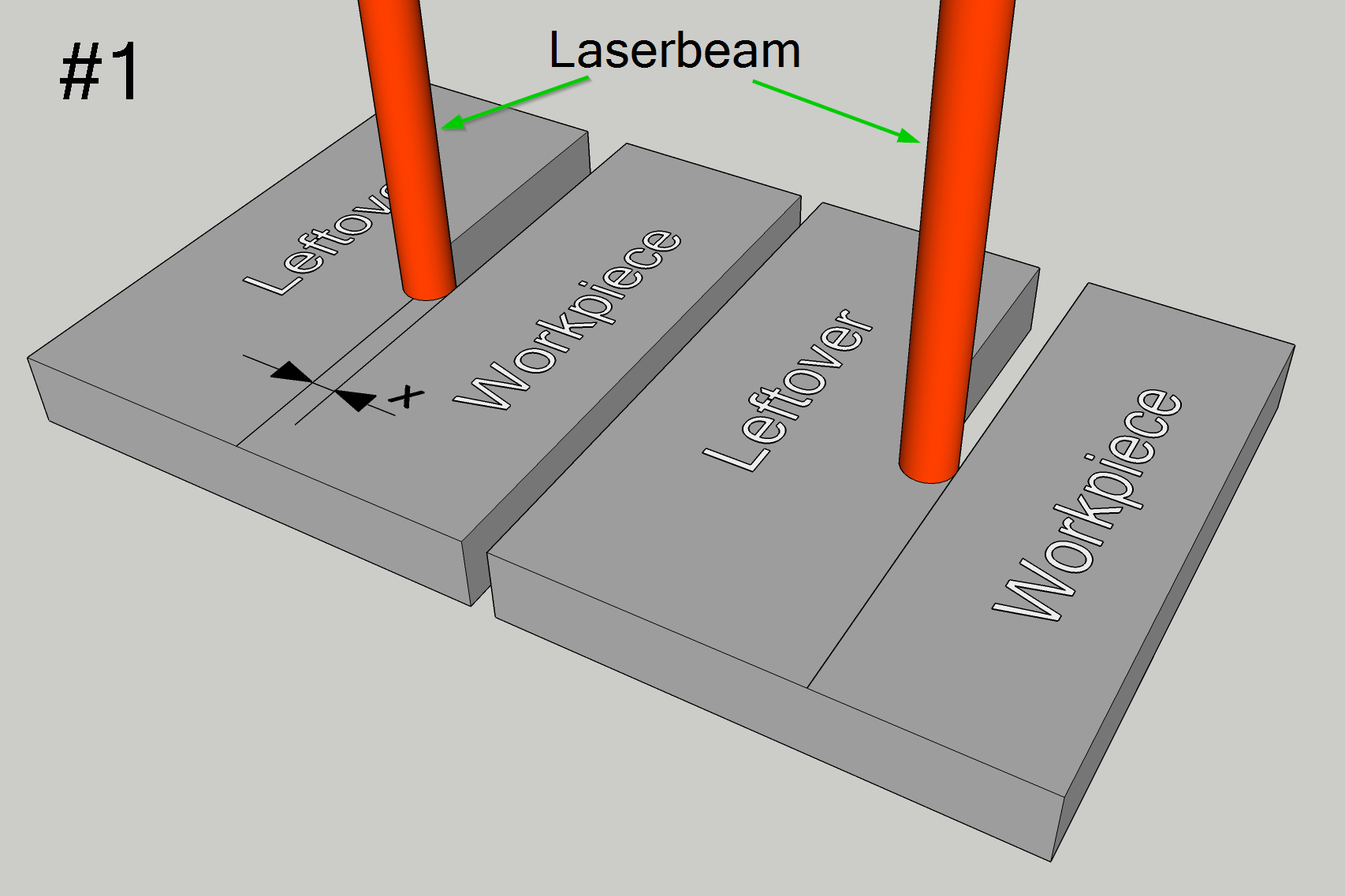
Das Mass X im Bild #1 entspricht dem halben Durchmesser des Laserstrahls bzw. dem Schnittverlust, der durch das Wegbrennen des Material entsteht. Wenn eine Aussenkontur also um diesen Wert versetzt wird, verläuft der Schnitt tangential zum Umriss.

Jetzt nur noch die Referenzteile zusammenbinden und mit den Schnittdaten beschriften. Falls die beiden Teile auch bei max. Kerf keinen Presssitz haben, dann erhöhe das „Increment“ um 0.05 bis 0.1mm.
Weitere Infos zu Lasercutter Schnittkorrektur V1